BIPV solar mounting systems are innovative structural solutions that seamlessly integrate solar panels into building envelopes, replacing traditional construction materials while enabling clean power generation. Unlike conventional solar mounting setups that are attached externally to buildings, BIPV mounting structures serve dual functions as both building components and renewable energy facilities, marking a key breakthrough in green architectural technology.
Engineered for diverse building scenarios, BIPV mounting systems are widely applied on rooftops, facades, and skylights. They adopt optimized clamping, bolting and integrated frame designs to ensure firm installation, wind resistance, waterproofing and thermal insulation. These professional mounting structures strictly comply with building safety codes, maintaining the structural stability and weather protection performance of buildings throughout their service life. Meanwhile, their streamlined and customizable design preserves architectural aesthetics, avoiding the bulky appearance of traditional solar racking systems.
The core advantages of BIPV mounting systems lie in high space utilization and cost efficiency. By integrating solar modules into building skins, they eliminate the need for extra installation space and redundant support structures, cutting overall construction costs. As a core part of zero-energy buildings, they convert solar energy into electricity on-site, reducing buildings’ reliance on grid power and carbon emissions.
With the global pursuit of carbon neutrality and green building development, BIPV solar mounting systems have become a mainstream trend in the photovoltaic industry. They perfectly combine architectural functionality, aesthetic design and energy sustainability, providing a reliable and eco-friendly solution for modern urban low-carbon construction.
With the rising awareness of environmental protection and personal health, non-toxic cleaning agent powder has gradually replaced traditional chemical cleaners and become a popular green household product. Unlike conventional cleaners that contain harsh chlorine, ammonia and synthetic additives, this eco-friendly powder adopts natural, plant-based and food-grade ingredients, making it safe for human bodies, pets and the ecological environment.
This non-toxic cleaning powder features a mild yet powerful cleaning performance. Rich in natural surfactants and plant enzymes, it can effectively decompose kitchen grease, water scale, dust and daily stains on various surfaces. It works well on tableware, glass, ceramic, stainless steel and even fresh fruits and vegetables, removing residual pesticides and dirt without leaving harmful chemical residues. Besides, it has gentle bacteriostatic effects, meeting daily sanitization needs for families, especially those with infants and pregnant women.
In terms of environmental advantages, the powder is phosphorus-free, biodegradable and residue-free. It will not cause water pollution or damage soil and aquatic ecosystems after use, which perfectly conforms to the concept of sustainable green living. Moreover, its powdered form is convenient for storage and transportation, avoiding leakage problems of liquid cleaners and reducing plastic waste.
Easy to use and highly versatile, non-toxic cleaning agent powder balances strong cleaning capacity with safety and environmental friendliness. It is an ideal daily cleaning substitute, helping people build a healthy, low-carbon and eco-friendly living environment.
In the fast-paced worlds of construction, renovation, and industrial surveying, precision is non-negotiable, and time is the most valuable asset. Traditional measurement methods—relying on tape measures that require two people, manual calculations prone to error, and repeated adjustments—are rapidly becoming obsolete. The HOLO laser distance measurer is engineered to address these challenges head-on, embodying a simple but powerful promise: Make Every Measurement Accurate.
The Science of Precision
At the heart of HOLO’s accuracy is advanced phase-based laser ranging technology. Unlike simpler methods, this technology measures distance by analyzing the phase difference between a modulated laser beam and its reflection from a target. By using this sophisticated approach, HOLO devices achieve remarkable millimeter-level accuracy—often specified at ±1.5mm across distances up to 100 meters or more.
This level of precision is crucial in professional applications. During fire safety inspections, for example, accurate measurement of evacuation passages, safety exits, and fire separation distances can be a matter of compliance and safety. In construction, precisely measuring concrete pour volumes or locating template positions ensures structural integrity and prevents costly material waste. HOLO’s devices transform measurement from a rough estimate into a reliable, data-driven process.
Efficiency Redefined: The Power of One
The days of coordinating with a colleague to hold the end of a tape measure are over. HOLO measurers are designed for single-person full-scenario operation, instantly doubling on-site efficiency. A task that once required two people and took nearly an hour can now be completed by one person in a fraction of the time.
This efficiency is amplified by smart, built-in functionality. HOLO devices are not just distance meters; they are comprehensive calculation tools. With the press of a button, users can instantly calculate:
● Area and Volume: Ideal for flooring, painting, or material estimation.
● Pythagorean Theorem: For calculating heights or widths indirectly without needing to climb a ladder or physically reach a point.
● Continuous Measurement: Real-time tracking for dynamic layouts, displaying both maximum and minimum values to help users square up rooms or check parallelism.
This integration of smart algorithms eliminates the need for separate tools and post-measurement math, reducing the risk of calculation errors and significantly compressing project timelines.
Built for the Real World
A precision instrument is only as good as its durability and versatility. HOLO offers a wide range of models tailored to diverse needs:
● Robust and Versatile: The E-100 is a flagship model, offering a 100-meter range with ±2mm accuracy and a full suite of functions from height difference measurement to two-point spatial span calculation
● Specialized for Interiors: The Y-40 and X-30B are popular for decoration and renovation. The X-30B, in particular, stands out for its ultra-compact design (smaller than a car key), integrated lithium battery, and Bluetooth data transmission for seamless digital record-keeping.
● Tough and Reliable: Certified with CE, ROHS, FDA, REACH, and FCC, HOLO’s laser measurers are built with IP54-rated dust and splash resistance, ensuring they perform reliably on dusty job sites or in challenging weather. Their ergonomic, double-layer injection-molded design also provides a comfortable, non-slip grip.
Conclusion
The HOLO portable laser measurer represents a definitive leap forward in measurement technology. It combines the fundamental requirement of accuracy—ensuring every measurement is precise down to the millimeter—with the practical need for efficiency, empowering a single user to accomplish more in less time. Whether for surveying a multi-story building, planning an interior fit-out, or ensuring fire safety compliance, HOLO provides the precision, durability, and smart functionality that modern professionals demand to build better, safer, and faster.
A battery cooling system is a critical component of battery thermal management systems (BTMS), designed to regulate and maintain the temperature of lithium-ion batteries used in electric vehicles (EVs), energy storage systems (ESS), and other high-power applications.
During charging and discharging cycles, lithium-ion batteries continuously generate heat due to electrochemical reactions and internal resistance. If excessive heat accumulates, the battery temperature may exceed the optimal operating range, leading to reduced performance, accelerated aging, shorter cycle life, and potential safety risks such as thermal runaway.
Therefore, an efficient battery cooling solution is essential to ensure battery packs operate safely, reliably, and efficiently under various working conditions.
Common Types of Battery Cooling Methods
Battery cooling technologies mainly include air cooling, liquid cooling, and phase change cooling. Each method has different advantages depending on the application requirements, power density, and thermal management demands.
1. Air Cooling System
Air cooling uses fans or natural airflow to remove heat generated by battery cells. Due to its simple structure, low cost, and easy maintenance, air cooling is commonly applied in low-power battery systems and early-generation electric vehicles.
However, as battery energy density and charging speed continue to increase, air cooling faces limitations in cooling efficiency and temperature uniformity, especially for large battery packs.
2. Liquid Cooling System
Liquid cooling is currently one of the most widely adopted battery thermal management solutions for electric vehicles and large-scale energy storage systems.
By circulating coolant through battery cooling plates, cooling tubes, or integrated thermal management modules, liquid cooling systems can efficiently transfer heat away from battery cells and maintain a more consistent temperature distribution.
Compared with air cooling, liquid cooling provides:
· Higher heat transfer efficiency
· Better temperature uniformity
· Improved battery performance under high-power operation
· Stronger adaptability for high-energy-density battery packs
For EV batteries and commercial energy storage applications, liquid cooling has become the preferred thermal management solution.
3. Phase Change Cooling System
Phase change cooling utilizes materials that absorb or release heat during phase transitions. This technology can provide stable thermal regulation without continuous energy consumption.
It is often combined with other cooling methods to improve temperature control and reduce peak heat loads in advanced battery applications.
Why Battery Cooling Systems Are Important
An effective battery cooling system provides several key benefits for battery performance and safety.
1. Maintaining Optimal Battery Temperature
Lithium-ion batteries typically operate most efficiently within a specific temperature range. A well-designed cooling system helps maintain battery cells within the ideal thermal window, ensuring stable charging and discharging performance.
2. Improving Battery Life
Uneven temperature distribution between battery cells can accelerate capacity degradation and cause inconsistent aging. Advanced thermal management solutions reduce temperature differences across the battery pack, helping extend battery cycle life and maintain long-term reliability.
3. Enhancing Battery Safety
Excessive heat is one of the major factors contributing to thermal runaway. Efficient cooling systems help prevent overheating, reduce thermal risks, and improve the overall safety of EVs and energy storage systems.
The Future Development of Battery Cooling Technology
With the rapid growth of electric vehicles and renewable energy storage, battery systems are moving toward higher energy density, faster charging speeds, and larger capacities. These trends create increasing challenges for battery thermal management.
Future battery cooling systems will focus on:
· Higher cooling efficiency
· Lightweight and compact designs
· Intelligent temperature monitoring and control
· Integration with battery management systems (BMS)
· Customized thermal solutions for different applications
Among various technologies, advanced liquid cooling solutions, especially aluminum battery cooling plates and integrated thermal management components, are expected to play an increasingly important role in next-generation battery systems.
Conclusion
A reliable battery cooling system is essential for maximizing battery performance, extending service life, and ensuring operational safety. From electric vehicles to large-scale energy storage systems, efficient thermal management has become a fundamental requirement for the continued development of the new energy industry.
As battery technology continues to evolve, innovative cooling solutions will remain a key factor in achieving safer, more efficient, and more sustainable energy applications.
Flat roof solar mounting systems are specialized structural solutions designed to install solar panels on commercial and residential flat rooftops, addressing the unique challenges of zero-slope roof surfaces and maximizing solar energy harvesting efficiency. Unlike pitched roof mounting fixtures, these flexible systems adapt to flat roof characteristics, becoming a mainstream choice for modern rooftop solar projects.
There are two primary types of flat roof solar mounting systems in the industry: ballasted non-penetrating systems and mechanically fastened penetrating systems. Ballasted systems use concrete blocks or weighted frames to fix solar racks without drilling roof surfaces. This non-invasive design perfectly protects roof waterproof membranes, avoiding leakage risks and structural damage, which is ideal for aging roofs or buildings with strict waterproof requirements. Mechanically fastened systems, by contrast, adopt sealed bolt fixation to deliver stronger wind and load resistance, suitable for high-altitude or strong-wind regions.
The biggest advantage of these mounting systems lies in their adjustable flexibility. Installers can freely set optimal tilt angles and orientations for solar panels, usually facing true south, to capture maximum sunlight and boost power generation output. Some advanced east-west layout designs also increase panel arrangement density, making full use of limited rooftop space. In addition, most systems adopt lightweight aluminum alloy materials, featuring high durability, weather resistance and convenient assembly.
In conclusion, flat roof solar mounting systems balance structural safety, economic efficiency and energy output. They unlock the huge potential of idle flat rooftop resources, provide reliable green energy solutions for buildings, and play a vital role in promoting popular and sustainable solar energy applications.
As environmental pollution becomes a growing global concern, zero waste living has gained popularity among eco-conscious people. Zero waste soap powderstands out as a sustainable alternative to traditional chemical detergents, perfectly combining effective cleaning with environmental protection.
Different from ordinary washing products, zero waste soap powder features a natural and non-toxic formula. It is made of plant-based ingredients without harsh chemicals, synthetic additives or microplastics. This gentle formula effectively removes daily stains, grease and odors while being harmless to human skin. It is hypoallergenic and suitable for all families, including babies and people with sensitive skin.
The biggest advantage of this soap powder lies in its zero-waste design. It completely abandons single-use plastic packaging and adopts fully recyclable paper or cardboard packages, producing no plastic waste. Besides, the powder is highly concentrated, so only a small amount is needed for each wash, which reduces resource consumption and long-term household costs. It dissolves easily in cold water, saves energy during washing, and leaves no harmful residues on clothes or in water systems.
Moreover, zero waste soap powder is fully biodegradable. After use, it breaks down naturally instead of polluting rivers and soil, and it is safe for septic systems and greywater reuse. Choosing this eco-friendly product is a simple yet powerful way to reduce personal carbon footprint. It turns daily laundry into an eco-friendly act and helps build a greener and more sustainable living environment for the planet.
When sourcing laser distance meters, buyers often face a familiar dilemma: you want factory-direct pricing to stay competitive, but you also worry about quality control, communication barriers, and unreliable delivery schedules. The promise behind “factory, wholesale, and custom” is not just about lower costs—it’s about finding a manufacturing partner you can truly trust.
Why Choose Factory-Direct Supply?
Cutting out middlemen and working directly with a factory delivers more than just price advantages—it gives you end to end quality visibility.
A reputable laser distance meter factory typically possesses vertically integrated production capabilities. This means critical components—laser emitting modules, optical lenses, and core algorithm chips—are developed and manufactured in house. This approach allows the factory to maintain strict quality control at every stage, rather than simply assembling off the shelf parts from multiple suppliers.
Take one leading manufacturer in China as a real world example: in 2024, it exported nearly 370,000 laser distance measuring units, with a total value exceeding USD 9 million. Such high-volume throughput is only achievable with a mature production system, rigorous testing protocols, and a well trained workforce—all of which directly benefit wholesale buyers.
Customization: Far More Than Just a Logo
“Custom” in the laser distance meter industry goes well beyond printing your brand name on the housing. A capable factory offers multiple layers of customization to help you differentiate your product in the market:
Customization Tier
Available Options
Branding & Packaging
Logo imprint, custom color schemes, retail box design, user manual translation
Technical Specifications
Measuring range (40m / 60m / 80m / 100m+), accuracy class (±1.5mm / ±2.0mm)
Functional Features
Addition of Bluetooth / USB data transfer, voice broadcast, angle sensors
Firmware & Software
Custom measurement algorithms, unit presets (metric/imperial), auto shutdown timing, calibration preferences
Accessory Bundles
Custom carry pouches, magnetic brackets, tripod adapters, rechargeable battery packs
This flexibility means you don’t have to settle for a generic off the shelf product. Whether you need a ruggedized model for construction sites or a compact, user friendly version for DIY retail, the right factory can tailor the solution to your target customer profile.
Quality Assurance That Matters
Price and customization are important, but they mean nothing without reliable performance. A trustworthy laser distance meter factory adheres to internationally recognized standards. Look for:
● ISO 9001 certification for quality management systems
● CE / RoHS / FCC compliance for global market access
● In house calibration laboratories with traceable reference standards
● 100% final inspection before shipment—each unit tested for accuracy, beam alignment, and environmental stability
Many top factories also offer extended warranties (up to 24 or 36 months) as a testament to their confidence in product durability. This is a strong indicator that the manufacturer stands behind what they build.
Wholesale: Scalability and Consistency
For distributors, hardware retailers, and e commerce sellers, wholesale means more than just bulk pricing—it means supply chain reliability. A factory with robust capacity can handle orders ranging from a few hundred pieces for pilot runs to tens of thousands for large scale promotions, all while maintaining consistent quality batch after batch.
Key wholesale advantages include:
● Tiered pricing based on order volume, with better margins at higher quantities
● Flexible MOQs (Minimum Order Quantities) for custom vs. standard products
● Just in time delivery options to optimize your inventory carrying costs
● After sales technical support and spare parts availability
How to Choose the Right Factory Partner
Before committing to a supplier, consider these practical steps:
1. Request samples—test them in real world conditions, not just on paper.
2. Audit the production line—if possible, visit the facility or request a live video tour.
3. Review their export documentation—customs records can reveal consistency and global reach.
4. Ask about R&D capability—a factory that invests in engineering can help you stay ahead of market trends.
The Bottom Line
A laser distance meter factory that offers direct wholesale and custom solutions is more than a vendor—it’s a strategic partner in your business growth. By choosing a manufacturer with integrated production, flexible customization, and rigorous quality systems, you gain the ability to deliver superior products to your customers while protecting your margins.
In a crowded measurement tools market, the right factory relationship gives you the edge. Start with clear requirements, demand transparency, and prioritize long term reliability over short term savings. That’s how smart sourcing becomes a lasting competitive advantage.
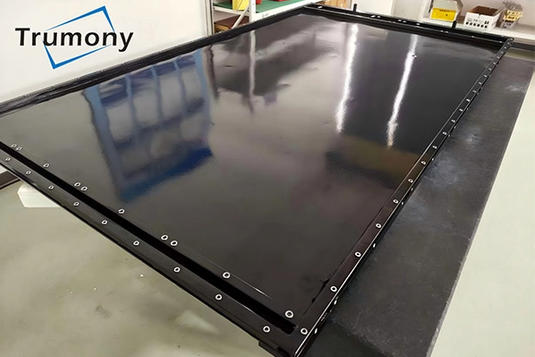
As battery energy storage systems continue to evolve toward higher capacity and greater energy density, 587Ah prismatic cells are becoming a preferred choice for utility-scale and commercial ESS applications. However, larger cell formats generate more heat during charge and discharge cycles, making efficient thermal management essential to ensure safety, performance, and long-term reliability.
The 587 ESS Cooling Plate is specifically engineered for 587Ah lithium battery modules, providing high-efficiency liquid cooling for next-generation energy storage systems. Designed to maintain uniform temperature distribution across the battery pack, it helps reduce cell temperature differences, improve system consistency, and support extended battery life.
Manufactured from high-performance AL3003MOD aluminum alloy, the cooling plate offers excellent thermal conductivity, corrosion resistance, and mechanical strength. Utilizing precision stamping and vacuum brazing technology, the product delivers reliable structural integrity and leak-tight performance under demanding operating conditions.
Key features include:
● Optimized coolant channel design for uniform heat transfer
● Low flow resistance to improve cooling system efficiency
● High structural strength for large-format battery modules
● Excellent corrosion resistance for long-term operation
● Lightweight aluminum construction for compact ESS integration
By effectively dissipating heat from 587Ah battery cells, the cooling plate minimizes the risk of thermal hotspots and enhances overall battery pack stability. It is suitable for utility-scale storage containers, commercial and industrial ESS projects, and other high-capacity energy storage applications.
With extensive experience in battery thermal management, Trumony Aluminum provides customized cooling plate solutions to meet specific battery configurations and project requirements, helping customers accelerate development while ensuring safe and reliable ESS operation.
Roof solar panel installation has become one of the most popular and practical green energy solutions for modern households and commercial buildings. As global energy prices rise and environmental pollution worsens, converting sunlight into clean electricity via rooftop solar systems offers a win-win choice for individuals and the planet.
The biggest advantage of rooftop solar panels is energy efficiency and cost savings. Once professionally installed, the panels absorb solar radiation and convert it into usable electricity to power daily appliances, lighting and office equipment. This greatly reduces reliance on grid electricity, cutting monthly energy bills significantly. In the long run, the installation cost can be recovered through long-term electricity savings.
In addition, roof solar installation features high accessibility and safety. Unlike large-scale solar power stations that require vast land, rooftop systems make full use of idle roof space without occupying extra land resources. Modern solar panels are designed with waterproof, windproof and high-temperature resistant functions, adapting to most outdoor weather conditions and ensuring stable long-term operation.
Environmentally, solar energy is a zero-emission renewable energy. It produces no carbon dioxide or harmful pollutants during operation, effectively reducing carbon footprints and alleviating global warming. Many regions also provide government subsidies and preferential policies for solar installation, further encouraging residents to adopt green energy.
In conclusion, roof solar panel installation is an economical, eco-friendly and sustainable investment. It brings tangible economic benefits to users while contributing to global environmental protection, making it an indispensable part of future green living.
A well-trained team is your best defense against accidents and inefficiency. K&G Machinery provides the blueprint for an effective internal training program. Module 1: Fundamentals: What is a Camlock? Types, materials, components. Module 2: Safety Protocols: Depressurization, PPE, lockout-tagout (LOTO) for couplings. Module 3: Correct Operation: Step-by-step connection/disconnection drills. Module 4: Inspection & Maintenance: How to identify wear, when to replace O-rings, proper cleaning methods. Module 5: Troubleshooting: Common problems and fixes. We recommend combining classroom sessions with hands-on practice using sample couplings and failed parts. Certify operators upon completion and conduct annual refreshers. K&G can supply training materials, videos, and even conduct train-the-trainer sessions for your key personnel.